| |
|
|
|
ĪĪ |
|
ąż▌x▀M/
▀_┐hĤĘČĖ▀Ą╚īŻ┐ŲīWąŻ
╣╚├„Øh/
╦─┤©╣─’LÖCėąŽ▐ž¤╚╬╣½╦Š |
 | |
|
š¬ę¬:ßśī”┴_┤─╣─’LÖCĄ─╠ž³c,ĮY║Žć°ā╚═Ōī”įļ┬Ģų╬└ĒĄ─┐Ųčą│╔╣¹,╠ß│÷┴╦į┌įOėŗ┼cųŲįņ╔ŽĮĄĄ═┴_┤─╣─’LÖC╣żū„įļ┬ĢĄ─ĘĮĘ©,▓ó┴ą┼e┴╦ę╗ą®Š▀¾wīŹ└²╝ėęįšf├„ĪŻ
ĻPµIį~:┴_┤─╣─’LÖCĪĪįļ┬ĢĪĪ£u┴„
Abstract
:Aiming at the characteristic of Root
sblower,combine the findings of scientific research for
noise control at home and abroad , the method of reducing the
working noice of Root sblower on design and manufacture is put
forward ,and the specific examples are given.
Key words :Roots blower Noise Eddy
current |
|
1
ĪĪę²čį
ĪĪĪĪ┴_┤─╣─’LÖC├┐┤╬╬³╚ļĪó┼┼│÷Ą─’L┴┐║▄┤¾▓óėą═╗ūā¼FŽ¾,Å─Č°«a╔·▌^┤¾Ą─įļ┬Ģ,▒╗ĘQų«×ķÖCąĄ«aŲĘĄ─Ī░┬Ģ└Ž╗óĪ▒,╠žäe╩Ūį┌Ė▀ē║Ą─ŪķørŽ┬ė╚╔§,Ūę’L┴┐įĮ┤¾Īóē║┴”įĮĖ▀Īó▐D╦┘įĮ┐ņ,ätįļ┬ĢŠ═įĮ┤¾,Č°¼F┤·╗»┤¾╔·«aėųŽŻ═¹┴_┤─╣─’LÖC─▄╠ß╣®Ė³Ė▀Ą─ē║┴”║═Ė³┤¾Ą─’L┴┐ĪŻ×ķ┴╦╠ßĖ▀’LÖCąį─▄ĪóĮĄĄ═įļ┬Ģ╬█╚ŠĪóØMūŃŁh▒Żę¬Ū¾,╣ż│╠ĤéāŽļ▒M┴╦Ė„ĘNī”▓▀ĪŻ▒Š╬─Å─įļ┬Ģį┤ų°╩ų,į┌įOėŗ┼cųŲįņĘĮ├µ╠ß│÷ĮĄĄ═įļ┬ĢĄ─ę╗ą®ĘĮĘ©ĪŻ
2
ĪĪįļ┬ĢĘų╬÷
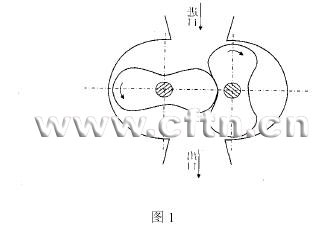
ĪĪĪĪ┴_┤─╣─’LÖCįļ┬Ģų„ę¬░³└©ÖCąĄįļ┬Ģ║═ÜŌäėįļ┬Ģ,Č°ÜŌäėįļ┬Ģėų░³└©ą²▐Dįļ┬Ģ║═£u┴„įļ┬ĢĪŻÖCąĄįļ┬Ģų„ę¬ėą²X▌åįļ┬ĢĪó▌S│ąįļ┬Ģ╝░╣▄┬Ęš±äėįļ┬ĢĄ╚ĪŻą²▐Dįļ┬Ģ╩Ūį┌ą²▐DĄ─╚~▌å┬ė▀^▌^šŁĄ─═©Ą└│÷┐┌╠ÄĢr,čžų▄Ž“Ą─ÜŌäėē║┴”┼cÜŌ┴„╦┘Č╚Č╝ėą║▄┤¾Ą─ūā╗»,╩╣Ą├ų▄Ų┌ąį╬³Īó┼┼ÜŌęį╝░╦▓ĢrĄ╚╚▌ē║┐sČ°ą╬│╔Ą─ÜŌ┴„╦┘Č╚┼cē║┴”├}äė,«a╔·Ą─║▄┤¾ÜŌ¾wäė┴”įļ┬Ģ(ęŖłD1)
ĪŻ£u┴„įļ┬ĢėųĘQ╬╔┴„įļ┬Ģ,╩Ūė╔ė┌╬╔┴„▀ģĮńīė╝░Ųõ├ōļxę²ŲÜŌ┴„ē║┴”├}äėįņ│╔Ą─ĪŻę╗ĘĮ├µ,╚~▌åą²▐DĢr,▒Ē├µą╬│╔£u┴„,▀@ą®£u┴„į┌▒Ē├µĘų┴čĢr«a╔·┴╦£u┴„įļ┬Ģ;┴Ēę╗ĘĮ├µ,Ė▀ē║ÜŌ¾w═©▀^ķgŽČŽ“Ą═ē║ģ^ą╣┬®▓ó═©▀^┐ū┐┌ĪóÅØĄ└Ģrę▓Ģ■«a╔·£u┴„įļ┬ĢĪŻ▀@ą®įļ┬Ģį┘╝ė╔Ž’LÖC▀MÜŌ╚▌ĘeĄ─║ź─Ę╗¶ŲØ╣▓°Q,Š═╩╣┴_┤─╣─’LÖCĄ─įļ┬Ģ▀_ĄĮ┴╦┴Ņ╚╦ļyęį╚╠╩▄Ą─│╠Č╚ĪŻ |
|
|
|
Ż│ĪĪĮYśŗįOėŗ
3.1 įOėŗ╗ž┴„┐ū
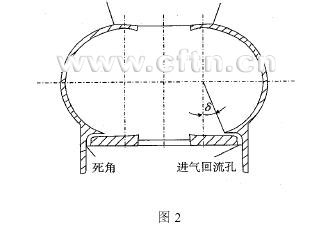
ĪĪĪĪį┌ÖCÜż│÷’LČ╦╬┤▀^▐Dūėųąą─╠Äķ_ę╗Č©Ą─Uą╬Śl┐ū,┐╔ęį£p▌p│÷’L┐┌Č╦Ą─ē║┴”▒¼░l,į┌╚~▌å┼cÖCÜżĪóē”░Õ╦∙ą╬│╔Ą─╚▌Ū╗╝┤īó▀M╚ļ├▄ķ]ĀŅæBĢr,╩╣│÷’L┐┌Ą─Ė▀ē║ÜŌ¾wėą╔┘┴┐▓┐Ęų─▄╗ž┴„╚ļ╚▌Ū╗,▓ó╩╣╚▌Ū╗┼c│÷’L┐┌ÜŌ╩ęą╬│╔ę╗Č©Ą─ē║┴”ŲĮ║ŌĪŻ═¼Ģr,«ö╚~▌å└^└mą²▐DĢr,╚▌Ū╗¾wĘeūāąĪ,ē║┴”į÷╝ė,ėų┐╔╩╣Ą├├▄ķ]╚▌Ū╗į┌┤¾┴┐┼┼│÷ÜŌ¾wŪ░─▄═©▀^╗ž┴„┐ūŅA┼┼,▀@śė╝╚┐╔£p╔┘Ī░╦└ĮŪĪ▒ÜŌ¾wĄ─£u┴„įļ┬Ģ,ėų┐╔£p╔┘┼┼ÜŌĢrė╔ė┌ē║┴”▀^ė┌ßīĘ┼įņ│╔Ą─ø_ō¶įļ┬Ģ(ęŖłD2)
ĪŻ▀@ę▓╩Ū─┐Ū░ć°ā╚š²į┌▓╗öÓčąųŲĄ─Ī░─µ┴„└õģsĪ▒╝╝ągĪŻ▀MÜŌ╗ž┴„┐ūĄ─┐ūĄ└æ¬┼cĪ░╦└ĮŪĪ▒ŽÓ▀B,Ūę│÷┐┌ĘĮŽ“æ¬┼c┼┼ÜŌĘĮŽ“ę╗ų┬;┐ūĄ─│▀┤ńę▓▓╗ę╦▀^┤¾,ę╗░Ń╚Ī10Ī½15mm
,ŪęŖAĮŪ”─ę▓æ¬ąĪė┌20ĪŃ,ʱätĢ■ė╔ė┌ā╚ą╣▀^┤¾Č°įņ│╔’L┴┐▓╗─▄ØMūŃę¬Ū¾ĪŻĪĪĪĪ |
|
|
3.2 įOėŗ«Éą╬▀M│÷’L┐┌
ĪĪĪĪé„Įy┴_┤─╣─’LÖCĄ─▀M│÷’L┐┌×ķŠžą╬┐┌,╬³ÜŌĢr,š¹éĆ╚~▌å═ŌłA═¼Ģr▀M╚ļ├▄ĘŌģ^,╩╣ÜŌ¾w═╗╚╗ĻPķ],┼┼ÜŌĢr╚~▌å═ŌłAėų═¼Ģr┤“ķ_,ätĖ▀ē║ÜŌ¾w═╗╚╗ßīĘ┼,╩╣Ą├╬³╚ļ║═┼┼│÷ÜŌ¾wĢrČ╝Ģ■«a╔·Ė▀įļ┬Ģ▓ó░ķėą▌^┤¾š±äėĪŻīó▀M│÷’L┐┌įOėŗ│╔«Éą╬┐┌,╬³╚ļĢrĄ─├▄ĘŌ║═┼┼│÷ĢrĄ─┤“ķ_╗∙ė┌ķ_┐┌├µĘeė╔ūŅ┤¾ĄĮ┴Ń║═ė╔┴ŃĄĮūŅ┤¾,Š∙×ķØuūā,Å─Č°čėŠÅ┴╦▀M┼┼ÜŌ┐┌ÜŌ¾wē║▓ŅĄ─ūā╗»┬╩,ŲĄĮŽ„£pų▄Ų┌ąį┼┼ÜŌø_ō¶įļ┬ĢĄ─ū„ė├,ę“┤╦╩╣įļ┬ĢĄ═Č°ŲĮĘĆĪŻ«Éą╬┐┌Ą─ą╬╩Į║▄ČÓ,Å─ųŲįņĘĮ▒ŃĄ─ĮŪČ╚│÷░l,ūŅ│Żė├Ą─╩Ū┴Ōą╬┐┌╗“ą▒┐┌,┐ū┐┌Ą─ą▒Č╚┼c’L┐┌│▀┤ń╝░ÖCÜżķLČ╚ėąĻPĪŻ═©│Ż,’L┐┌┤¾ĪóÖCÜżČ╠,ätą▒Č╚┐╔┤¾,ę╦įOėŗą▒┐┌,ųŲįņ║åå╬;Ę┤ų«,ę╦įOėŗ┴Ōą╬┐┌(ęŖłD3)
ĪŻ ĪĪ |
|
ĪĪĪĪ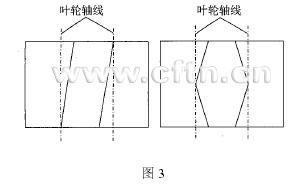 |
|
3.3 ▐Dūė┤«ĮėįOėŗĘ©
ĪĪĪĪ╚~▌åę╗░Ńū„×ķę╗éĆš¹¾w┼c▌S┬ōĮė,╚¶īó╚~▌åčž▌SŽ“Ęų│╔ÄūČ╬,ätśŗ│╔┤«Įė▐DūėĪŻ├┐Č╬╚~▌åŠ▀ėąŽÓ═¼Ą─╚~ą═Īóų▒ÅĮ,╔§ų┴ŽÓ═¼Ą─ķLČ╚ĪŻ┤«ĮėĢr,ŽÓÓÅā╔Č╬╚~▌åų▄Ž“Õeķ_ę╗Č©Ą─ĮŪČ╚(ā╔╚~Õeķ_90ĪŃ,╚²╚~Õeķ_60ĪŃ)
,▓óį┌ÖCÜżā╚╗“╚~▌åČ╬ķgįOų├Ė¶░Õ,īóŲõĖ¶│╔ŽÓæ¬Ą─Č╬,├┐ę╗Č╬Ą─╣żū„ŪķørČ╝┼cå╬┼_╣─’LÖCŽÓ╦ŲĪŻė╔ė┌Ė„Č╬╚~▌åĄ─╣żū„▀^│╠ėąę╗Č©Ą─Ģrķg▓Ņ,╩╣ÜŌ┴„├}ø_£p╔┘,┼c═¼ķLČ╚Ą─å╬ę╗╚~▌åŽÓ▒╚┐é┼┼ÜŌ┴„┴┐▓╗ūāČ°├}äėūāĄ├Ė³╝ėŲĮĘĆ,įļ┬Ģę▓ŽÓī”▌^Ą═ĪŻ
3.4 įOėŗ┼żŪ·╚~▌å
ĪĪĪĪ┴_┤─╣─’LÖC╚~▌å▌å²Xę╗░Ń┼c▌SŠĆŲĮąą,╝┤ų▒²XĀŅ,▀@śė╝ė╣żĪóÖz£yŠ═▒╚▌^ĘĮ▒Ń,Ą½ļSų°╝ė╣ż╝╝ągĄ─░lš╣,▀Ć╩Ūæ¬įOėŗ│╔┼żŪ·╚~▌å,╝┤ą▒²XĀŅ,ę“×ķ▀@śė┐╔ęįį÷╝ėć¦║ŽŠĆķLČ╚ĪŻ┼ż╚~┴_┤─╣─’LÖC╣żū„ŲĮĘĆĪó▌öÜŌ├}äėąĪĪóįļ┬ĢĄ═,Č°Ūę╣żū„ĢrŠ▀ėąā╚ē║┐s▀^│╠,┼cų▒╚~┴_┤─╣─’LÖCŽÓ▒╚ą¦┬╩Ė▀Īó─▄║─Ą═,╩Ū┴_┤─╣─’LÖCé„ĮyĄ─╠µ┤·«aŲĘĪŻ
3.5 ╚~▌åŪ·ŠĆĄ─CAD
įOėŗĘ©
ĪĪĪĪ╚~▌åū„×ķ┴_┤─╣─’LÖCĄ─ą─┼K┴Ń╝■,▒Ē├µą╬ĀŅų┴ĻPųžę¬,ÜŌ¾w╩Ū═©▀^ā╔éĆ╚~▌å▒Ē├µĄ─ć¦║Ž,üĒ▀Mąą╬³ÜŌ┼c┼┼ÜŌĄ─ĪŻ×ķ┴╦╩╣▀@ī”╚~▌å─▄š²│Żć¦║Ž,╚~▌åŪ·ŠĆę╗░ŃČ╝įOėŗ│╔Øuķ_ŠĆĪóö[ŠĆ╗“łA░³ĮjŠĆĪŻ╗∙ė┌įOėŗ╝░ųŲįņ╣ż╦ć,é„Įy╚~▌åę╗░ŃįOėŗ│╔å╬ę╗ą═ŠĆ,═©▀^öĄīWĘĮĘ©ėŗ╦Ń│÷Ė„ĘNģóöĄ,░³└©ųąą─ŠÓĪó╗∙łAĪóē║┴”ĮŪĪóŲ╩╝ć¦║ŽĮŪĄ╚ĪŻļSų°ėŗ╦ŃÖC╝░öĄ┐ž╝╝ągĄ─░lš╣,CAD
įOėŗ▄ø╝■║═öĄ┐žŠÄ│╠▄ø╝■╣”─▄ę▓įĮüĒįĮÅŖ┤¾,æ¬│õĘų└¹ė├▄ø╝■┘Yį┤,ī”╚~▌åŪ·ŠĆ▀MąąĘųČ╬ĪóĮM║ŽįOėŗ,Ė─Ą¶ęį═∙Ą─å╬ę╗Ū·ŠĆ,═©▀^CAD
▀Mąą─ŻöMĪóĘ┬šµ,▒ŻūC╚~▌åį┌╚╬║╬ŪķørŽ┬ć¦║ŽĢrŠ∙┐╔ėąŽÓī”╣╠Č©Ą─ķgŽČĪŻę“×ķ▀@ĘNĮM║ŽŪ·ŠĆį┌¼F┤·Ą─öĄ┐žÖC┤▓╔ŽŠÄ│╠Īó╝ė╣żęč▓╗╩Ūļy╩┬ĪŻŠ∙ä“Ą─╚~▌åķgŽČ▓╗āH─▄┤¾┤¾╠ßĖ▀ŲĮĘĆąįĪóĮĄĄ═įļ┬Ģ,Č°Ūę▀Ć─▄▒ŻūC’L┴┐Īóš±äėĪóē█├³Ą╚ųžę¬Ą─ÖCąĄąį─▄ĪŻ |
Ż┤ųŲįņŠ½Č╚
ĪĪĪĪŠ½Č╚Ą─╠ßĖ▀ęŌ╬Čų°«aŲĘ│╔▒ŠĄ─į÷╝ė,Ą½×ķ┴╦ØMūŃ╦∙ąĶąį─▄,ėų▓╗Ą├▓╗╠ßĖ▀ŽÓæ¬ĘĮ├µĄ─Š½Č╚ĪŻŽ┬├µŠ═×ķØMūŃĄ═įļąį─▄ĘĮ├µ╠ß│÷æ¬╠ßĖ▀Ą─Š½Č╚ĪŻ
4.1 ╚~▌å▒Ē├µ┘|┴┐╝░ŲĮ║Ō
ĪĪĪĪ╚~▌å▒Ē├µ┘|┴┐ų„ę¬╚ĪøQė┌▓─┘|╝░╝ė╣ż┘|┴┐ĪŻī”ė┌ąĪ╚~▌å,ę╗░Ń▀xō±ĶTõō╗“Ū“─½ĶTĶF,▓ó┼c▌SĶT│╔ę╗¾w,┤¾╚~▌å▀xō±HT200
,┤ų▓┌Č╚×ķRa3. 2
,į┌öĄ┐žÖC┤▓╔Ž╝ė╣ż,╚Ī▌^ąĪĄ─ū▀ĄČ┴┐,┐╔½@Ą├▌^Ą═Ą─┤ų▓┌Č╚;▐DūėŲĮ║Ōų┴╔┘æ¬▒ŻūCG6. 3
,ūŅ║├╠ßĖ▀ĄĮG5. 6 ĪŻ
4.2 ▌S│ąŠ½Č╚
ĪĪĪĪ▌S│ąū„×ķęūōp╝■,ę╗░ŃĄ─Ų¾śIČ╝▓╗įĖ╠ßĖ▀ŲõŠ½Č╚╩╣«aŲĘ│╔▒Šį÷╝ė,▀@śė═∙═∙Ą├▓╗āö╩¦ĪŻę“×ķĄ═Š½Č╚▌S│ą«a╔·▌^┤¾Ą─š±äė║═─”▓┴,ŪęŲõū„×ķš¹éĆÖCŲ„Ą─čb┼õ╗∙£╩,ī”š¹ÖCąį─▄╝░Ųõ╦³┴Ń▓┐╝■Ą─ē█├³Č╝ėąų┴ĻPųžę¬Ą─ė░ĒæĪŻć°═Ō’LÖCĄ─▌S│ąŠ½Č╚ę╗░Ńų┴╔┘ŽÓ«öė┌╬ęć°Ą─C
╝ēś╦£╩ĪŻ
4.3 ²X▌劽Č╚
ĪĪĪĪ²X▌åķgŽČĪó▀\äė£╩┤_ąįĪó²XŽ“Š½Č╚Ą╚ų▒ĮėøQČ©ų°╚~▌åć¦║ŽĄ─Š∙ä“ąį╝░ŲĮĘĆąį,²X├µ┤ų▓┌Č╚ėų╩Ū─”▓┴įļ┬ĢĄ─ų„ę¬üĒį┤ų«ę╗ĪŻę“┤╦,░┤ć°ś╦ę¬Ū¾²X▌劽Č╚æ¬▒ŻūCį┌7
╝ēęį╔Ž,Č°ę╗░ŃÖCąĄ╝ė╣żÅSĄ─²X▌å╝ė╣żĪóÖz£y╩ųČ╬═∙═∙▓╗ÅŖ,╩╣Š½Č╚▓╗─▄ØMūŃę¬Ū¾ĪŻ╦∙ęį²X▌å╝ė╣żūŅ║├╩Ū┼cīŻśIĄ─²X▌å╝ė╣żÅSģfū„ĪŻ
4.4 ’LĄ└┘|┴┐
ĪĪĪĪ╣Ō╗¼Ą─’LĄ└▒Ē├µ─▄ūīÜŌ┴„Ēś└¹═©▀^,▓╗āHėą└¹ė┌£p╔┘ōp╩¦,Č°Ūę─▄┤¾┤¾£p╔┘ę“ÜŌ┴„┴„äė╩▄ūĶȰĦüĒĄ─ć[Įą┬Ģ,ę“┤╦,╣▄Ą└ā╚▒┌æ¬▒M┴┐ĮĄĄ═┤ų▓┌Č╚,£p╔┘ÅØĄ└öĄ┴┐;▀M│÷’L┐┌▓╗ę╦╠Äė┌╝▒ūā┴„ł÷,æ¬ė╔ĘĮūāłA╣Ō╗¼▀^Č╔ĪŻ╚¶ŽĄĮyųąėąČÓéĆ╣▄╝■,╚ńÅØŅ^Īóų¦╣▄Ą╚,ät╦³éāų«ķgĄ─ŠÓļxæ¬└Łķ_5Ī½10
▒Č╣▄ÅĮĪŻ
ŻĄĪĪ▓╔ė├Ž¹┬ĢĪóĖ¶┬ĢĪóĖ¶š±Ą╚┤ļ╩®
ĪĪĪĪ│²┴╦į┌ĮYśŗ╝░ųŲįņŠ½Č╚ĘĮ├µ┐žųŲįļ┬Ģ═Ō,į┌▌S│ąĪó²X▌åĪó├▄ĘŌ╠Äæ¬╩╣ė├ā×┘|Ą─ØÖ╗¼ė═,▀M│÷’L┐┌┼õįOŽ¹┬ĢŲ„,š¹ÖC╝░┼õ╠ūįOéõ═Ōć·įOėŗĖ¶┬Ģšų,ėąŚl╝■Ą─ĄžĘĮ┐╔īó’LÖCų├ė┌ĄžŽ┬╩ę╣żū„╗“▀xō±╦«Ž┬┴_┤─╣─’LÖC▀MąąĖ¶┬ĢĪóĖ¶š±Ą╚ĪŻ
ģó┐╝╬─½I
[1] └m┐²▓². ’LÖC╩ųāį. ÖCąĄ╣żśI│÷░µ╔ń,1999.
[2] ╠K┤║─Ż.
┴_┤─╣─’LÖC╝░Ųõæ¬ė├. ųą─Ž╣żśI┤¾īW│÷░µ╔ń,1999.
[3] ±Tė²╠─,ŚŅ╣Ō,└Ņ╬─ėó. ┴_┤─╣─’LÖCĮYśŗ╠Įėæ.
’LÖC╝╝ąg,2001 (1) . | |
|
|