|
’LÖC│ŻūRŻŁ
Ė▀Āt’LÖCĘ└┤Łš±Ž╚▀M┐žųŲ╝╝ąg
Ė▀Āt╣─’LÖC╩Ū¤ÆĶF▀^│╠ųąĄ─║╦ą─äė┴”įOéõŻ¼ī”ė┌š¹éĆõōĶFŲ¾śIČ°čįŻ¼╣─’LÖCĄ─▀\ąąĀŅæB┼cŲ¾śIĄ─«a┴┐Īóą¦ęµĪó░▓╚½ŽóŽóŽÓĻPŻ¼Ę└┤Łš±┐žųŲū„×ķĖ▀Āt’LÖC┐žųŲųąūŅųžę¬Ą─ę╗ŁhŻ¼Ųõ┐žųŲą¦╣¹═Ļ╔Ų┼cʱŻ¼į┌║▄┤¾│╠Č╚╔ŽøQČ©┴╦─▄ʱ│õĘų░lō]╣─’LÖCĄ─Øō─▄Ż¼×ķĖ▀Āt╠ß╣®ę╗éĆ░▓╚½ĪóĘĆČ©ĪóĖ▀ą¦Ą─’Lį┤Ż¼▒ŻūCĖ▀Āt▀_ĄĮ└ĒŽļĄ─└¹ė├ŽĄöĄĪŻ
ę╗Īó─┐Ū░į┌¤ÆĶFąąśIĖ▀Āt’LÖCĘ└┤Łš±┐žųŲ╝╝ągųąŲš▒ķ┤µį┌Ą─å¢Ņ}
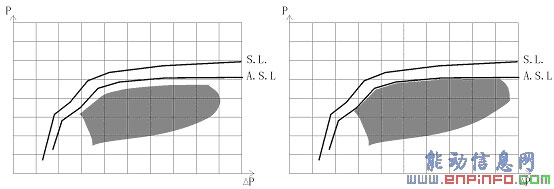
1Ż«Ī░▒Ż’LÖCĪ▒┼cĪ░▒ŻĖ▀ĀtĪ▒ų«ķgĄ─├¼Č▄Ż║
į┌Ę└┤Łš±┐žųŲ╗ž┬ĘųąŻ¼ė╔ė┌╚▒╔┘═ĻéõĄ─öĄīW╦ŃĘ©Ż¼į┌╣żør³cĮėĮ³┤Łš±ŠĆĢrŻ¼Ī░▒Ż’LÖCĪ▒║═Ī░▒ŻĖ▀ĀtĪ▒═∙═∙│╔×ķę╗ī”▓╗┐╔š{║═Ą─├¼Č▄ĪŻĘ└┤Łš±äėū„Ą─╦┘Č╚ų„ę¬ė╔š{╣ØŲ„Ą─į÷ęµųĄüĒøQČ©Ż¼į┌š{įć▀^│╠ųąŻ¼═∙═∙ī”į÷ęµųĄ╚ń║╬įOČ©ĖąĄĮā╔×ķŲõļyŻ║╚ńį÷┤¾öĄųĄŻ¼Ę└┤Łš±ķyį┌äėū„Ģr┤“ķ_Ą├▀^┐ņĪó▀^┤¾ä▌▒žĢ■«a╔·▌^┤¾Ą─┴„┴┐║═ē║┴”▓©äėŻ¼▀@ĘN▓©äė╩ŪĖ▀Ātš²│Ż╔·«aųą¤oĘ©Įė╩▄Ą─ĪŻ╚ń£pąĪöĄųĄŻ¼ėų▓╗─▄▒ŻūCį┌╣żør³c╔Ž╔²▌^┐ņĄ─ŪķørŽ┬▒ŻūC’LÖC▓╗▀M╚ļ┤Łš±ģ^ĪŻ«a╔·▀@ę╗├¼Č▄Ė∙▒ŠĄ─įŁę“╩ŪĘ└┤Łš±┐žųŲ╗ž┬ĘįOėŗĄ─│÷░l³c╩Ū▒Żūo’LÖC▒Š¾wŻ¼ī”╚ń║╬į┌▒Żūo’LÖCĄ─═¼Ģrėų▒ŻūoĖ▀ĀtĄ─š²│Ż╔·«a╚▒╔┘▒žę¬Ą─┐╝æ]ĪŻ─┐Ū░Ųš▒ķæ¬ė├Ą─Ę└┤Łš±┐žųŲą¦╣¹Ą─¼FīŹŪķør╩ŪŻ║ę╗Ą®╣żør³cįĮ▀^Ę└┤Łš±ŠĆŻ¼Ę└┤Łš±ķy▀Mąąš{╣Øäėū„Ż¼╣żør³cį┌2~3├ļńŖā╚ė╔ĮėĮ³┤Łš±ģ^ė“▒╗Ž“Ž┬└Łų┴ŠÓļxĘ└┤ŁŠĆęįŽ┬Ż¼’LÖC│÷┐┌ē║┴”Ą─▓©äėų┴╔┘Ģ■│¼▀^40kPaŻ¼į┌Ė▀Āt▒’ē║▒╚▌^═╗╚╗Ą─ŪķørŽ┬Ż¼ē║┴”Ą─▓©äė╔§ų┴┐╔─▄▀_ĄĮ100~150kPaŻ¼▀@śėĘ∙Č╚Ą─▓©äė▀h▀h│¼▀^┴╦Ė▀Āt▓┘ū„╦∙į╩įSĄ─ĘČć·ĪŻę╗░ŃüĒšfŻ¼ī¦ų┬üĒūįĖ▀ĀtĄ─ūĶ┴”į÷┤¾Īó’LÖC╣żørĮėĮ³┤Łš±ŠĆĄ─įŁę“┐╔─▄╩ŪęįŽ┬ÄūĘNŻ║į┌¤ß’LĀtŪąōQĄ─▀^│╠ųą▓┘ū„▓╗╔„ĪóĖ▀ĀtĀt┴ŽŽ┬┬õĪóĀtĒö├║ÜŌē║┴”┐žųŲ▓╗ĘĆĄ╚Ż¼▀@ą®įŁę“Č╝┐╔─▄ī¦ų┬Āt┴Ž┴Žīė═ĖÜŌąįŽ┬ĮĄĪóĖ▀Āt╣żørÉ║╗»ĪŻÅ─ŠS│ųĖ▀Āt╣żørĄ─ĮŪČ╚│÷░lŻ¼į┌▀@ĘNŪķørŽ┬Ż¼ūŅąĶꬥ─Š═╩ŪĖ▀Āt’LÖC─▄ē“▒ŻūCĘĆČ©Ą─╦═’Lē║┴”Ż¼╩╣Ė▀Āt╣żørĄ├ęį║├▐DŻ¼Č°ė╔ė┌Ę└┤Łš±┐žųŲĄ─ŠųŽ▐ąįŻ¼═∙═∙ŪĪ╩Ūį┌▀@ę╗Ģr║“Ż¼╣®’Lē║┴”ūŅ▓╗ĘĆČ©Ż¼ī¦ų┬║═╝ėäĪ┴╦Ė▀Ātū∙┴ŽŻ¼Č°Ė▀Āt╣żørę╗Ą®ūāē─║¾═∙═∙ąĶę¬Äū╠ņĄ─Ģrķg▓┼─▄ųØu╗ųÅ═Ż¼ė╔┤╦Įo¤ÆĶFŲ¾śIįņ│╔Š▐┤¾Ą─ĮøØ·ōp╩¦ĪŻ
2Ż«AVŽĄ┴ą▌S┴„’LÖC╔ą╬┤░lō]│÷ūŅ┤¾ą¦ęµŻ║
ė╔ė┌─┐Ū░Ųš▒ķæ¬ė├Ą─Ę└┤Łš±┐žųŲ▀^Ęųé╚ųžė┌’LÖC▒Š╔ĒŻ¼╩╣AVŻ©ņo╚~┐╔š{╩ĮŻ®ŽĄ┴ą▌S┴„’LÖC¤oĘ©į┌ūŅ┤¾╣żør³c╔ŽĘĆČ©╣żū„ĪŻ╣żør³cę╗Ą®▀_ĄĮ╗“įĮ▀^Ę└┤Łš±ŠĆŻ¼Ę└┤ŁķyŠ═Ģ■į┌š{╣ØŲ„Ą─ū„ė├Ž┬ķ_åóŻ¼’LÖC┼┼ÜŌē║┴”┤¾Ę∙Ž┬ĮĄŻ¼╚ń▓╗▀Mąą╚╦╣żĖ╔ŅAŻ¼Ģ■ą╬│╔š±╩ÄąįĄ─▓©äėŻ¼ĮoĖ▀ĀtĦüĒ▓╗┴╝ė░ĒæĪŻ×ķ▒▄├Ō▀@ĘNŪķørĄ─░l╔·Ż¼į┌’LÖC▀\ąąųą╣żør³c▒žĒÜ┼cĘ└┤ŁŠĆ▒Ż│ųę╗Č©Ą─ķgŠÓŻ¼ė╚Ųõ╩Ūį┌Ė▀Āt╣żør▓╗╠½ĘĆČ©ĢrŻ¼▀@éĆķgŠÓĖ³╩Ū▒žĒÜ▒Ż│ųĄ├┤¾ę╗ą®ĪŻęįAV40-11’LÖC×ķ└²Ż¼į┌┤¾ņo╚~ĮŪČ╚Ž┬Ż¼Ę└┤ŁŠĆ╗∙▒Š╔Ž┌ģĮ³ė┌╦«ŲĮŠĆŻ¼Ė▀Č╚╝s×ķ0.26MpaŻ¼Ą½īŹļH▀\ąą▓┘ū„ųąŻ¼ŅÖ╝╔ĄĮĘ└┤Łš±ķyę╗Ą®äėū„┐╔─▄įņ│╔Ą─▓╗┴╝ė░ĒæŻ¼’Lē║ūŅČÓ╝ėų┴0.24Mpa║¾Ż¼Š═▓╗─▄į┘└^└m╝ė┤¾ņo╚~ĮŪČ╚Ż¼╠ßĖ▀’LÖC│÷┴”ĪŻÅ─└Ēšō╔ŽšfŻ¼’LÖC┼┼ÜŌē║┴”▀Ć┐╔į┘╠ßĖ▀0.02MpaŻ¼ŽÓ«öė┌╠ßĖ▀8.3%ĪŻė╔ė┌’LÖCĄ─│÷┴”Ż©╦═’L╣”┬╩Ż®┼c┼┼ÜŌē║┴”Ą─ŲĮĘĮ│╔š²▒╚Ż©’LÖCĄ─┴„┴┐ļSų°┼┼ÜŌē║┴”═¼Ģrį÷╝ėŻ®Ż¼’LÖCĄ─╦═’L╣”┬╩ų┴╔┘▀Ćėą17.3%Ą─╠ß╔²┐šķgĪŻ╚ń╣¹─▄ėąą¦╝ėęį└¹ė├Ż¼ī”│õĘų═┌Š“Ė▀ĀtĄ─╔·«aØō┴”Ż¼┤¾Ę∙Č╚╠ßĖ▀«a┴┐īóŲĄĮ║▄┤¾Ą─┤┘▀Mū„ė├ĪŻ
Č■ĪóĘ└┤Łš±┐žųŲ▄ø╝■ā×╗»║¾Ą─┐žųŲą¦╣¹
×ķĮŌøQ╔Ž╩÷å¢Ņ}Ż¼Š═ąĶę¬ėąĖ³╝ėŽ╚▀MĄ─Ę└┤Łš±┐žųŲ▄ø╝■║═Ēææ¬┐ņĪóŠ½Č╚Ė▀Ą─┐žųŲŽĄĮy║═Ę└┤Łš±ķyŻ¼į┌┐žųŲ╗ž┬ĘĄ─įOėŗ╔ŽŻ¼▒žĒÜ│õĘų┐╝æ]ĄĮĖ▀Āt╣ż╦ćī”Ę└┤Łš±Ą─ąĶ꬯¼▒ŻūCĖ▀ĀtĄ─ĘĆ«aĪóĖ▀«aŻ¼═¼ĢrĮ^ī”▒ŻūCÖCĮMĄ─░▓╚½ĪŻė╔┤╦ī”Ę└┤Łš±┐žųŲĄ─ą¦╣¹╠ß│÷┴╦ā╔³cą┬Ą─ę¬Ū¾Ż║
1Ż«╣żør³cį┌▀_ĄĮĘ└┤Łš±ŠĆĢrĄ─ĘĆČ©ąįŻ║
═©▀^Į©┴ó┼cĖ„ĘNą═╠¢▌S┴„’LÖCĪó▓╗═¼┐┌ÅĮĄ─Ę└┤Łš±ķyŽÓŲź┼õĄ─öĄīW─Żą═Ż¼└¹ė├║Ž└ĒĄ─ėŗ╦ŃĘĮĘ©║══Č▀\▀^│╠ųą▀Mę╗▓ĮĄ─ģóöĄā×╗»Ż¼▀_ĄĮĘĆČ©Ą─┐žųŲą¦╣¹ĪŻ║åČ°čįų«Ż¼«ö╣żør³c▀_ĄĮĘ└┤ŁŠĆ║¾Ż¼ļSų°üĒūį╣ż╦ćĄ─ūĶ┴”▀Mę╗▓Įį÷╝ėŻ¼Ę└┤Łķyūįäėį÷╝ėķ_Č╚Ż¼╚ńüĒūį╣ż╦ćĄ─ūĶ┴”ĮĄĄ═Ż¼ätĘ└┤ŁķyūįäėĻPķ]Ż¼Ą½į┌▀@ę╗▀^│╠ųąŻ¼¤ošōüĒūį╣ż╦ćĄ─ūĶ┴”║═Ę└┤Łš±ķyķ_Č╚╚ń║╬ūā╗»Ż¼’LÖC╣żør³c╩╝ĮKæ¬▒╗Ī░ßöĪ▒į┌Ę└┤Łš±ŠĆ╔ŽŻ¼▓ó▒Ż│ųĘĆČ©Ż¼’LÖC┼┼ÜŌē║┴”ø]ėą╔ŽŽ┬ĖZäėĄ─š±╩ÄŻ¼ę“Č°¤oąĶ╚╦╣żū÷╚╬║╬Ė╔ŅA╩╣Ųõ╣żør³c▒žĒÜļxķ_Ę└┤ŁŠĆĪŻ
2Ż«┐žųŲĒææ¬Ą─├¶Į▌ąįŻ║
×ķ▒ŻūC▌S┴„’LÖCį┌Ė„ĘN╣żū„ĀŅæBŽ┬Ą─Į^ī”░▓╚½Ż¼Ę└┤Łš±┐žųŲį┌▒ŻūCĘĆČ©Ą─═¼ĢrŻ¼▀Ćę¬▒ŻūCį┌╣żør┐ņ╦┘ūā╗»ĢrĄ─├¶Į▌ąįĪŻ╚ń╣¹ė╔ė┌─│ĘNįŁę“Ż¼įņ│╔üĒūį╣ż╦ć╣▄ŠWĄ─╦═’LūĶ┴”═╗╚╗┐ņ╦┘į÷╝ėŻ©└²╚ńŻ¼į┌’LÖCš²│Ż┤¾žō║╔╦═’LĢrĖ▀Ātš`▓┘ū„ĻPķ]┴╦ę╗éĆ╦═’L╣▄Ą└╔ŽĄ─ķyķTŻ®Ż¼Ę└┤Łš±┐žųŲ▒žĒÜŠ▀éõūŃē“Ą─Ēææ¬╦┘Č╚┤_▒Ż’LÖC▓╗▀M╚ļ┤Łš±ģ^ĪŻ
╚²ĪóĘ└┤Łš±┐žųŲ▄ø╝■Ą─æ¬ė├ārųĄ╝░ą¦ęµ
Ę└┤Łš±┐žųŲ▄ø╝■Ą─īŹė├ārųĄ¾w¼Fį┌ęįŽ┬╦─éĆĘĮ├µŻ║
1Ż« AVŽĄ┴ą▌S┴„’LÖC╣żū„╣żørĘČć·öU┤¾5~10%Ż¼īŹė├ūŅ┤¾╦═’L╣”┬╩į÷╝ė15%~21%Ą─╠ß╔²┐šķgŻ¼Å─Č°×ķĖ▀Āt═┌Š“į÷«aØō┴”äōįņ┴╦┐╔─▄ĪŻęįAV40-11▌S┴„’LÖC×ķ└²Ż¼┼õ╠ū380m3Ė▀ĀtŻ¼š²│Ż«a┴┐├┐╠ņ╝s1100~1200ćŹ╔·ĶFŻ¼╚ń╣¹į÷«a5%Ż©░┤▒Ż╩ž╣└ėŗŻ®Ż¼ät├┐╠ņį÷╝ėĄ─«a┴┐×ķ60揯¼░┤ćŹĶF└¹ØÖ500į¬ėŗ╦ŃŻ¼═©▀^æ¬ė├▀@ĒŚ╝╝ąg┐╔╩╣ę╗ū∙380m3Ė▀Āt├┐į┬į÷╝ėą¦ęµ▀_░┘╚fį¬ĪŻŽ┬łD×ķĘ└┤Łš±┐žųŲ▄ø╝■╬┤ā×╗»║═ā×╗»║¾Ą─▌S┴„’LÖCīŹė├╣żørĘČć·╩ŠęŌłDĪŻ
ĪĪ
┐žųŲą¦╣¹╬┤Įøā×╗»Ą─AV▌S┴„ē║┐sÖCīŹė├╣żū„ĘČć·
Ę└┤Łš±Įø▀^ā×╗»║¾Ą─AV▌S┴„ē║┐sÖCīŹė├╣żū„ĘČć·
2Ż«┐╔ęįū÷ĄĮĪ░╝┤Ę└’LÖC┤Łš±Ż¼ėųĘ└Ė▀Ātū∙┴ŽĪ▒ĪŻė╔ė┌ā×╗»║¾Ą─┐žųŲą¦╣¹į┌▀MąąĘ└┤Łš±š{╣ØĄ─═¼Ģr▒ŻūC┴╦╦═’Lē║┴”Ą─ĘĆČ©ąįŻ¼ī”Ė▀Āt’Lį┤Ą─ĘĆČ©▓╗«a╔·ė░ĒæŻ¼ÅžĄūĮŌøQ┴╦Ī░▒Ż’LÖCĪ▒║═Ī░▒ŻĖ▀ĀtĪ▒ų«ķgĄ─├¼Č▄Ż¼Č°▓╗į┘╩ŪāHāH═©▀^PIDį÷ęµģóöĄĄ─š{š¹Ż¼į┌▀@ę╗ī”├¼Č▄ųąīżŪ¾š█ųą³cĪŻ▀@ę╗╣”─▄╩ŪĖ▀Āt’LÖCĘ└┤Łš±┐žųŲĄ─ę╗┤¾▀M▓ĮŻ¼Š▀ėą║▄Ė▀Ą─īŹė├ārųĄĪŻĖ▀Āt╔·«a▀^│╠ųąĀt┴ŽĄ─š²│ŻŽ┬ĮĄ║═┴Žų∙Ą─═ĖÜŌąį─▄┴╝║├╩Ū▒ŻūCĖ▀ĀtĖ▀«aĄ─ųžę¬Śl╝■Ż¼Č°īó▀@ę╗▀B└m╔·«a▀^│╠ŠS│ųį┌ūŅ╝čĀŅæBų„ę¬ę└┘ćė┌Ė▀Āt├║ÜŌčžų°┴Žų∙ūįŽ┬Č°╔Ž╩╝ĮK▒Ż│ųŠ∙ä“ĪóĘĆČ©Ą─ē║ĮĄ╠▌Č╚Ż¼ęį╝░┴Žīėį┌ę╗Č©│╠Č╚╔ŽĄ─═ĖÜŌąįūį╬ęš{╣Øū„ė├ĪŻĖ▀Āt’L┐┌ĘĆČ©Ą─╣®’Lē║┴”Ż¼╩ŪŠS│ųĖ▀Ātā╚▓┐╬’┴ŽŲĮ║ŌĄ─Ū░╠ߌl╝■Ż¼ę╗Ą®▀@ę╗ŲĮ║ŌįŌĄĮŲŲē─Ż¼ätąĶę¬ķLĢrķgĄ─┼¼┴”▓┼─▄ųØu║├▐DŻ¼Ė▀ĀtĄ─«a┴┐¤oĘ©į┌Č╠Ģrķgā╚╗ųÅ═ų┴š²│Ż╦«ŲĮŻ¼Å─Č°įņ│╔Ą─Š▐┤¾Ą─ą¦ęµōp╩¦╔§ų┴įOéõ╩┬╣╩ĪŻī”Ę└┤Łš±┐žųŲŽĄĮy▀Mąąā×╗»Ż¼×ķĖ▀ĀtĄ─ķLŲ┌ĘĆČ©Ė▀«a╠ß╣®┴╦ėą┴”Ą─▒ŻšŽĪŻ
ĪĪ
3Ż«Ė³║├Ąž░lō]AVŽĄ┴ą▌S┴„’LÖCĄ─╣Ø─▄Øō┴”ĪŻAVŻ©╚½▓┐ņo╚~ĮŪČ╚┐╔š{╩ĮŻ®▌S┴„’LÖC┼cĘŪņo╚~┐╔š{╩Į╗“ļxą─╩Į’LÖCŽÓ▒╚▌^Ż¼ūŅųžę¬Ą─ā×ä▌Š═╩Ū┐╔ęįĖ∙ō■╣ż╦ćĄ─ąĶ꬯¼ļSĢrš{š¹’LÖCĄ─ņo╚~ĮŪČ╚Ż¼ęįĖ─ūā’LÖCĄ─│÷┴”ĪŻį┌Ė▀Ātī”’L┴┐ę¬Ū¾▓╗┤¾ĢrŻ¼═©▀^£pąĪņo╚~ĮŪČ╚Ż¼’LÖCĄ─žō║╔ę▓ļSų«ĮĄĄ═Ż¼╣Ø─▄ą¦╣¹╩«Ęų├„’@ĪŻ╚╗Č°Ż¼į┌īŹļH▓┘ū„ųąŻ¼×ķ┴╦╩╣╣żør³c▀hļxĘ└┤ŁŠĆŻ¼į┌’LÖC£pžō║╔Ģr═∙═∙╩Ūņo╚~ĮŪČ╚▀Ćį┌40Č╚ęį╔ŽŻ¼Š═ķ_╩╝╚╦×ķ┤“ķ_Ę└┤Łš±ķyĘ┼’L▀\ąąĪŻ▓┘ū„╣żų«╦∙ęįą╬│╔▀@śėĄ─▓┘ū„┴ĢæT╩Ūę“×ķ╚ń╣¹└^└m£pąĪņo╚~ĮŪČ╚Ż¼╣żør³cĢ■Ž“Ę└┤ŁŠĆą▒ŠĆĘĮŽ“┐┐önŻ¼ę╗Ą®▀M╚ļĘ└┤Łš±ģ^╝┤įņ│╔’LÖC┼┼ÜŌē║┴”═╗ĮĄŻ¼’LÖC─µų╣ķyĻPķ]Ż¼ī”Ė▀Ātįņ│╔ė░ĒæĪŻę“┤╦Ż¼▓┘ū„╣żį┌Ą═žō║╔ĢrĖ³┴ĢæTė├┤“ķ_Ę┼┐šķyĄ─ĘĮĘ©üĒ£pĄ═╦═’L┴„┴┐║═ē║┴”ĪŻŽ┬łD×ķ’LÖC£pžō║╔▀^│╠Ą─▓┘ū„▀^│╠╩ŠęŌĪŻ
ĪĪ
AV-40▌S┴„’LÖCĄ═žō║╔╣żū„Ģr└╦┘M─▄┴┐Ą─▓┘ū„ĘĮ╩Į
AV-40▌S┴„’LÖCĄ═žō║╔╣żū„Ģr╣Ø─▄Ą─▓┘ū„ĘĮ╩Į
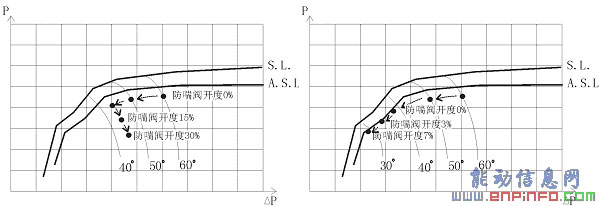
ū¾łD╦∙╩ŠĄ─▓┘ū„ĘĮ╩Į╩ŪŻ║«öņo╚~ĮŪČ╚£pų┴45ĪŃ║¾Ż¼ķ_╩╝╩ųäėķ_åóĘ└┤Łš±ķyŻ¼ę└┐┐’LÖC│÷┐┌’L┴┐▓┐ĘųĘ┼┐šüĒĮĄĄ═╦══∙Ė▀ĀtĄ─’L┴┐║═ē║┴”Ż¼═¼Ģr▒▄├Ō╣żør³cĮėĮ³Ę└┤ŁŠĆĪŻ
ėęłD╦∙╩ŠĄ─▓┘ū„ĘĮ╩Į╩ŪŻ║«öņo╚~ĮŪČ╚£pų┴40ĪŃ║¾Ż¼╣żør³cęčĮøĮėė|Ę└┤Łš±ŠĆŻ¼▀@Ģrų╗ąĶĖ∙ō■Ė▀ĀtĄ─ąĶ꬯¼└^└m£pąĪņo╚~ĮŪČ╚Ż¼═©▀^Ę└┤Łš±┐žųŲŽĄĮyĘĆČ©║═ņ`├¶Ą─š{╣Øū„ė├Ż¼ūįäė┐žųŲĘ┼’L┴┐Ą─┤¾ąĪŻ¼īó╣żør³c▒Ż│ųį┌Ę└┤ŁŠĆęįŽ┬Ż¼¤oąĶ╚╦╣żū„╚╬║╬Ė╔ŅAĪŻ«öĖ▀ĀtąĶę¬╝ė’LĢrŻ¼ų╗ąĶį÷╝ėņo╚~ĮŪČ╚╝┤┐╔Ż¼Ę└┤ŁķyĄ─ķ_Č╚ę└╚╗ė╔ŽĄĮyūįäė┐žųŲĪŻ
’@╚╗Ż¼ā╔ĘN▓┘ū„ĘĮ╩Į╗źŽÓ▒╚▌^Ż¼║¾ę╗ĘNŠ▀ėąĖ³╝ė╣Ø─▄Ą─ā׳cĪŻęįļŖ═ŽAV-40╣─’LÖC×ķ└²Ż¼«öņo╚~ĮŪČ╚=45ĪŃŻ¼Ę└┤Łķyķ_Č╚=30%ĢrŻ¼ų„ļŖÖCŽ¹║─ļŖ┴„╝s260AĪŻČ°į┌ņo╚~ĮŪČ╚=28ĪŃĄ─╣żørŽ┬Ż¼ų„ļŖÖCļŖ┴„╝s×ķ130AŻ¼▒╚Ū░ę╗ĘN╣żørŽ┬ų„ļŖÖC╣”┬╩ĮĄĄ═780KWŻ¼░┤├┐Ū¦═▀Ģr0.5į¬ėŗ╦ŃŻ¼║¾ę╗ĘN▓┘ū„ĘĮ╩Į├┐ąĪĢr╣Ø╩ĪļŖ┘M390į¬ĪŻė╔┤╦┐╔ęŖŻ¼Ę└┤Łš±ŽĄĮyĄ─▀Mę╗▓Į═Ļ╔Ų║¾Ż¼▓┘ū„╣ż┐╔ęįĖ─ūā▀^╚źį┌Ė▀ĀtĄ═žō║╔▀\ąąĢr╝ė’LĪó£p’LĄ─▓┘ū„┴ĢæTŻ¼│õĘų░lō]▌S┴„’LÖCņo╚~┐╔š{Ą─ā×ä▌Ż¼▀_ĄĮ’@ų°Ą─╣Ø─▄ą¦ęµĪŻ
4Ż«Ė³╝ėėąą¦į┌▒ŻūC▌S┴„’LÖC▒Š¾wĄ─░▓╚½ĪŻĖ─▀M║¾Ą─Ę└┤Łš±┐žųŲ▄ø╝■ų«╦∙ęį─▄▀_ĄĮĘĆČ©Ą─┐žųŲą¦╣¹Ż¼▓ó▓╗╩Ū┐┐ĮĄĄ═š{╣ØŲ„Ą─į÷굯¼Č°╩Ū═©▀^│õĘų└¹ė├PLC┐žųŲų▄Ų┌Č╠Ż©║┴├ļ╝ēŻ®Ż¼Ēææ¬┐ņĄ─ā׳cŻ¼ę└┐┐╠ßĖ▀┐žųŲĄ─├¶Į▌ąįĪóīŹĢrąįŻ¼═©▀^Ė³╝ė┐ņ╦┘║═£╩┤_Ą─▀\╦ŃĘĮĘ©üĒīŹ¼FĪŻę“┤╦Ż¼Ė─▀M║¾Ą─Ę└┤Łš±┐žųŲ▄ø╝■ī”ė┌╣żør³cĄ─┐ņ╦┘╔Ž▄SŻ©▒’ē║Ż®ėąĖ³ÅŖĄ─▀mæ¬─▄┴”Ż¼į┌▒ŻūCĖ▀ĀtĘĆČ©╔·«aĄ─═¼ĢrŻ¼Ė³╝ėėąą¦Ąž▒ŻūC┴╦▌S┴„’LÖC▒Š¾wĄ─░▓╚½ĪŻ
╦─ĪóĘ└┤Łš±┐žųŲ▄ø╝■
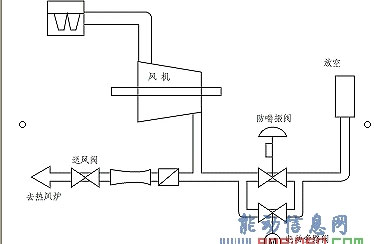
į┌┴°õō¤ÆĶFÅS3#’LÖCĄ─īŹļHæ¬ė├┴°õō¤ÆĶFÅS3#’LÖCą═╠¢×ķAV40-10Ż¼ī”æ¬2#Ė▀Āt╚▌Ęe×ķ380m3,ūŅ│§═Č▀\Ģrķg2001─Ļ4į┬Ż¼PLC▓╔ė├SIEMENS
S7-400ŽĄĮyŻ¼Ę└┤Łš±ķy×ķFISHERÜŌäėĄ¹ķyĪŻ═Č▀\║¾▀\ąąĮ³2─ĻĢrķgŻ¼ę“Ę└┤Łš±┐žųŲą¦╣¹║▄▓╗└ĒŽļŻ¼į°įņ│╔ČÓ┤╬╣®’L«É│Ż▓©äėŻ¼’LÖC▀M╚ļ░▓╚½▀\ąąĪóĖ▀Āt╣Óį³ĪóČ┬’L┐┌Ą╚╩┬╣╩ĪŻĮøÖz▓ķŻ¼ų„ę¬╩ŪĘ└┤Łš±┐žųŲ╗ž┬ĘįOėŗ▓╗║Ž└ĒŻ¼╣żør³cę╗Ą®▀M╚ļĘ└┤Łģ^Ż¼×ķ┴╦╩╣’LÖC▒M┐ņ▀hļx┤Łš±ŠĆŻ¼äėū„Ę∙Č╚▀^┤¾Ż¼įņ│╔Ė▀Āt╣®’L«É│ŻųąöÓĪŻ×ķ┴╦▒▄├Ō┤╦ŅÉ╩┬╣╩į┘┤╬░l╔·Ż¼ė├æ¶▓╗Ą├▓╗į┌▓┘ū„Ģr╩╣╣żør³c▒M┴┐▀hļx┤Łš±ŠĆŻ¼’LÖCūŅ┤¾┼┼ÜŌē║┴”▒╗╚╦×ķŽ▐ųŲį┌0.2MpaęįŽ┬Ż¼▓ó▒╗īæ╚ļ3#’LÖCĄ─▓┘ū„ęÄ│╠Ż¼ė╔┤╦įņ│╔’LÖC╦═’L┴„┴┐Īóē║┴”ķLŲ┌▓╗─▄ØMūŃĖ▀ĀtĄ─╔·«aąĶ꬯¼╩╣2#Ė▀ĀtĄ─«a┴┐╩▄ĄĮ║▄┤¾ė░ĒæĪŻ×ķ┤╦Ż¼ė├æ¶øQČ©═ŻÖC2╠ņŻ¼ī”┐žųŲ│╠ą“╝░╔Ž╬╗▄ø╝■ųžą┬ĮMæBŻ¼ęįĖ─╔Ų┐žųŲą¦╣¹║═ĘĮ▒Ń▓┘ū„ĪŻ
į┌┐žųŲ▄ø╝■Ą─Ė─įņ▀^│╠ųąŻ¼═©▀^ī”┐žųŲ╗ž┬ĘĄ─Ė─▀M║═ā×╗»Ż¼Įø¼Fł÷īŹ£y▀_ĄĮ┴╦╚ńŪ░╬─╦∙├Ķ╩÷Ą─┐žųŲą¦╣¹Ż¼£yįćĘĮĘ©╚ńŽ┬Ż║
ĪĪ
╚ń╔ŽłD╩ŠŻ¼¤ß’LĀt╚źŽ“Ą─’LÖC╦═’Lķy╚½ĻPŻ¼Ę└┤Łķy╠Äė┌ūįäėš{╣ØŻ¼╩╣ė├╩ųäė┐žųŲļŖäė┼į┬ĘķyüĒ─ŻöMīŹļH▀\ąąųąĖ▀Āt╣żørĄ─Ė„ĘN▓©äėĪŻ£yįćĘųäeį┌30ĪŃ~60ĪŃĄ─╦─éĆ▓╗═¼ņo╚~ĮŪČ╚Ž┬▀MąąŻ¼£yįćĒŚ─┐░³└©ęįŽ┬ā╔ĒŚŻ║1.
Ę└┤Łš±ķyūįäėš{╣Øäėū„Ģr’LÖC│÷┐┌ē║┴”Ą─▓©äėĘ∙Č╚Ż╗2 .
Ę└┤Łš±┐žųŲī”┐ņ╦┘▒’ē║Ą─▀mæ¬─▄┴”║═Ēææ¬╦┘Č╚ĪŻĮø£yįćŻ¼į┌’LÖC│÷┐┌ē║┴”Ą─ĘĆČ©ąįĘĮ├µŻ¼▀_ĄĮ┴╦▒╚▌^└ĒŽļĄ─ą¦╣¹Ż¼ļSų°╩ųäėļŖäė┼į┬Ęķyį┌ę╗Č©ĘČć·ā╚Ą─ķ_ĪóĻPäėū„Ż©ŽÓ«öė┌╣ż╦ćūĶ┴”ūā╗»Ż®Ż¼Ę└┤Łš±ķyķy╬╗į┌0%~40%ų«ķgņ`├¶š{╣ØŻ¼╝░ĢrĄžčaāö┴╦╣ż╦ćūĶ┴”Ą─Ė„ĘN▓©äėŻ¼’LÖC┼┼ÜŌē║┴”▒╗╩╝ĮK┐žųŲį┌Ę└┤Łš±ŠĆ╔ŽŽ┬10kPaęįā╚Ą─ĘČć·Ż¼Å─▓┘ū„šŠŲ┴─╗╔Žė^▓ņŻ¼╣żør³cų╗ėą╬óąĪĄ─Ī░ČČäėĪ▒Ż¼Č°«öļŖäė┼į┬Ęķyäėū„═Żų╣ĢrŻ¼╣żør³cļS╝┤ĘĆČ©ĄžĪ░ßöĪ▒į┌Ę└┤ŁŠĆ╔ŽŻ¼ø]ėąė^▓ņĄĮ╚╬║╬═∙ĘĄš±╩ÄĄ─¼FŽ¾Ż¼šf├„į┌ĘĆČ©ąįĘĮ├µęč▀_ĄĮ┴╦╩«Ęų└ĒŽļĄ─┐žųŲą¦╣¹ĪŻį┌Ēææ¬╦┘Č╚║═Ę└┤Ł─▄┴”Ą─£yįćųąŻ¼╩ūŽ╚īó╣żør³cš{š¹ų┴Ę└┤ŁŠĆęįŽ┬Ą─š²│Ż╣żørĘČć·Ż¼╚╗║¾ęįūŅ┤¾äėū„╦┘Č╚╚½ĻPļŖäė┼į┬ĘķyŻ©─ŻöMĖ▀Ātš`▓┘ū„═╗╚╗ĻPķ]╦═’LĄ─śOČ╦ŪķørŻ®Ż¼Ę└┤Łš±ķy2~3├ļā╚▀_ĄĮ┴╦70%Ą─ķ_Č╚Ż¼╝░ĢrĄžīó╣żør³cÅ─ĮėĮ³┤Łš±Ą─ģ^ė“└Ł│÷Ż¼’LÖC╬┤│÷¼F┤Łš±ĪŻĄ½į┌▀@ĘN╣żørūā╗»▀^ė┌═╗╚╗Ą─śOČ╦ŪķørŽ┬Ż¼▀Ć▓╗─▄ū÷ĄĮ▒ŻūC’LÖC│÷┐┌ē║┴”═Ļ╚½ĘĆČ©Ż¼Ģ■│÷¼F╣żør³cŽ“Ž┬▌^×ķ├„’@Ą─▀^š{┴┐,▀@┼cÖz£y£■║¾║═ķyķTĒæ欣■║¾ę▓ėąę╗Č©ĻPŽĄŻ¼╚įąĶį┘▀Mę╗▓Į蹊┐Ė─╔ŲĪŻ
═Ļ│╔’LÖC┐žųŲ▄ø╝■Ė─įņųžą┬═Č▀\║¾Ż¼┴°õō3#’LÖCĄ─╩╣ė├ąį─▄Ą├ĄĮ├„’@╠ßĖ▀Ż¼ė╚Ųõį┌’LÖCĄ─╣żørĘČć·ĘĮ├µŻ¼═©▀^Ę└┤Łš±┐žųŲ▄ø╝■Ą─Ė─▀MŻ¼╚ĪŽ¹┴╦įŁüĒĄ─Ž▐ųŲŻ¼’LÖC┼┼ÜŌē║┴”▓┘ū„╔ŽŽ▐į┌└Ēšō╔Ž┐╔ė╔įŁüĒĄ─0.2MPa╠ßĖ▀ĄĮ0.27MPaŻ¼╠ß╔²Ę∙Č╚▀_ĄĮ30%ęį╔ŽĪŻ
ĪĪ |
